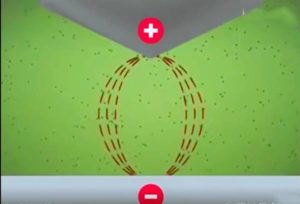
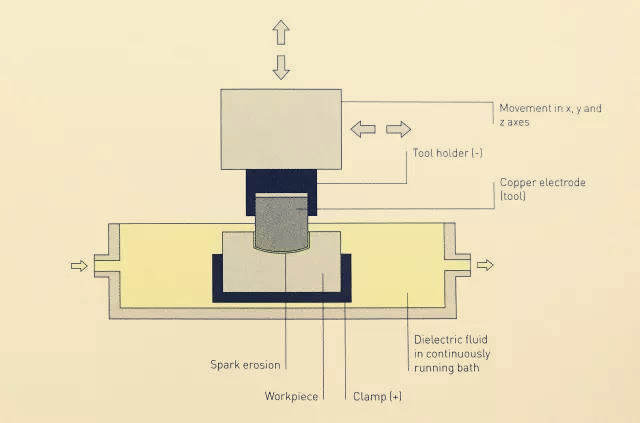
When a pulse voltage is applied between the two electrodes, a proper gap is maintained between the workpiece and the electrode. Then dielectric between the workpiece and the tool electrode will be broken down to form a discharge channel.
Instantaneous high temperature is generated in the discharge channel, which melts and even vaporizes the material on the surface of the workpiece. As an results, it is also vaporizes the dielectric, which rapidly thermally expands at the discharge gap and explodes.
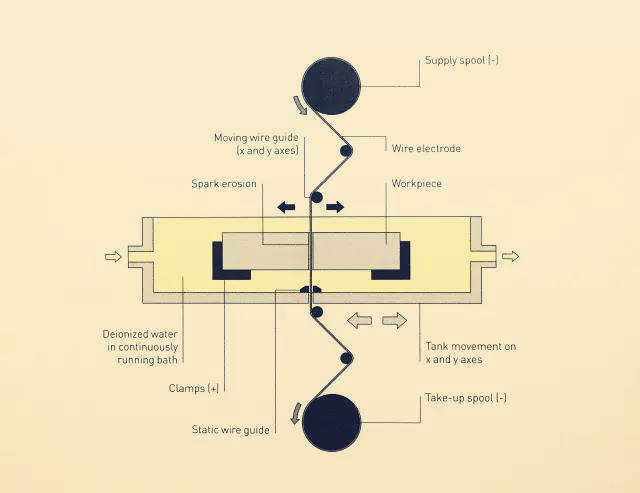
After the electrical discharge machining is over, the working fluid is restored to insulation. The pulse voltage acts on the workpiece and the electrode repeatedly. This process is repeated continuously, and the workpiece material is gradually eroded away.
The servo system continuously adjusts the relative position of the electrode and the workpiece. Automatically feeds it to ensure the normal operation of electrical dischage until the required parts are processed.